
В данном материале мы рассмотрим как правильно осуществлять сварное соединение трубопровода и фитингов из современных полимерных материалов: PE ( полиэтилен ), PE-RT ( термостойкий полиэтилен ), PP ( полипропилен ), PB ( полибутен ), PVDF ( поливинилиденфторид ), PVC ( полимер ). Все данные будут усреднёнными так как различные поставщики могут указывать собственные рекомендации к технологии процесса сварного соединения трубопроводной системы. Поэтому для профессиональной работы мы рекомендуем использовать оригинальные инструкции и руководствоваться временем нагрева полимерной трубы при сварке, которые указал производитель.
Диффузионная сварка – это соединение поверхности деталей за счёт взаимной диффузии на атомарном уровне. К данному методу соединения причисляется раструбная, стыковая и муфтовая сварка. Стандартный комплект сварочного оборудования для трубы из современных полимеров состоит из сварочного аппарата, трубореза, насадки покрытые тефлоном. Тефлоновая оболочка защищает насадку от прилипания расплавленной пластмассы, что позволяет улучшить результат соединения. Популярные трубопроводы: PE, PE-RT, PP, PB, PVDF.
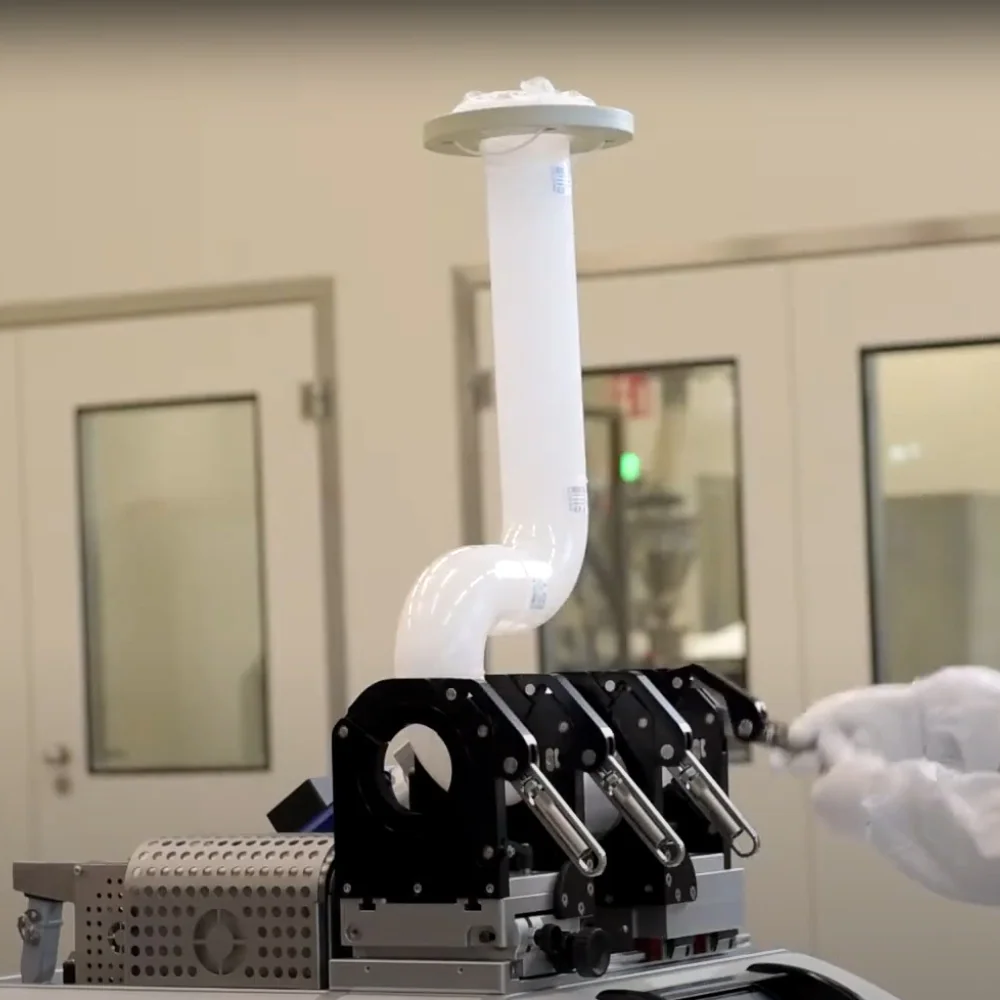
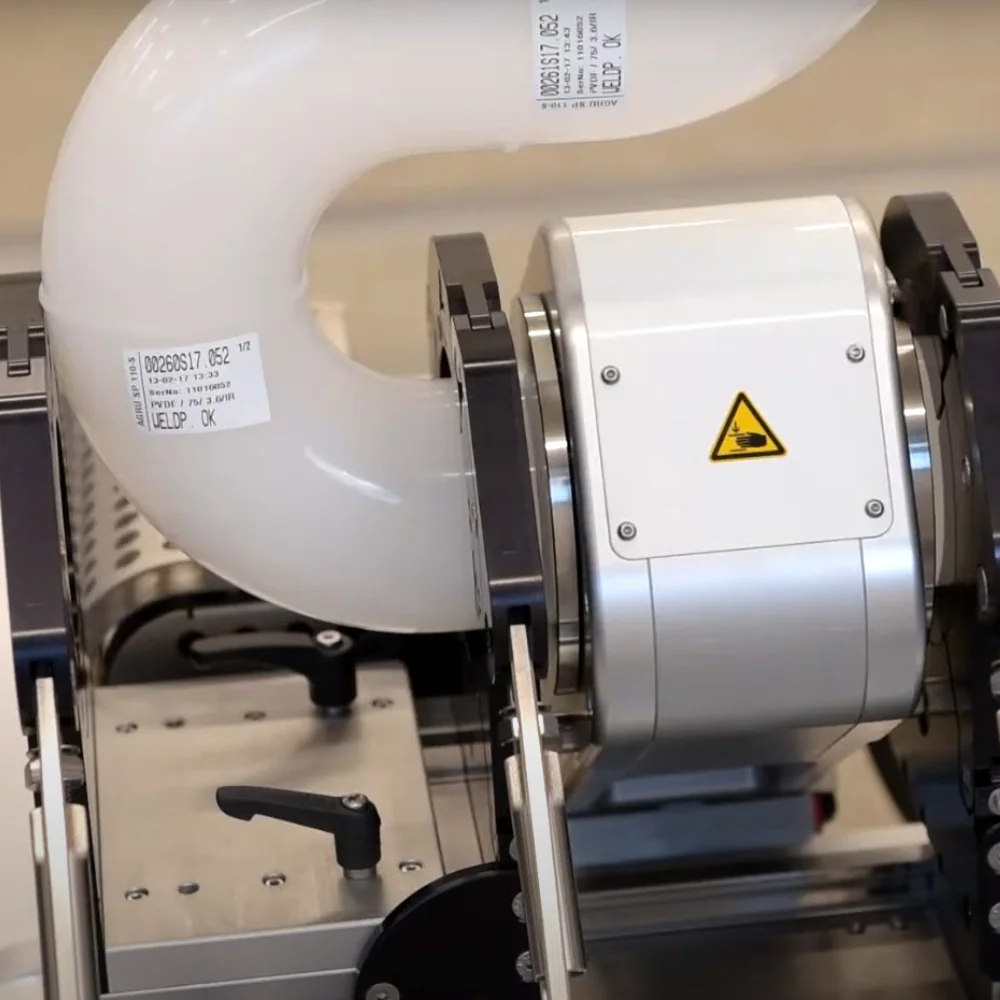
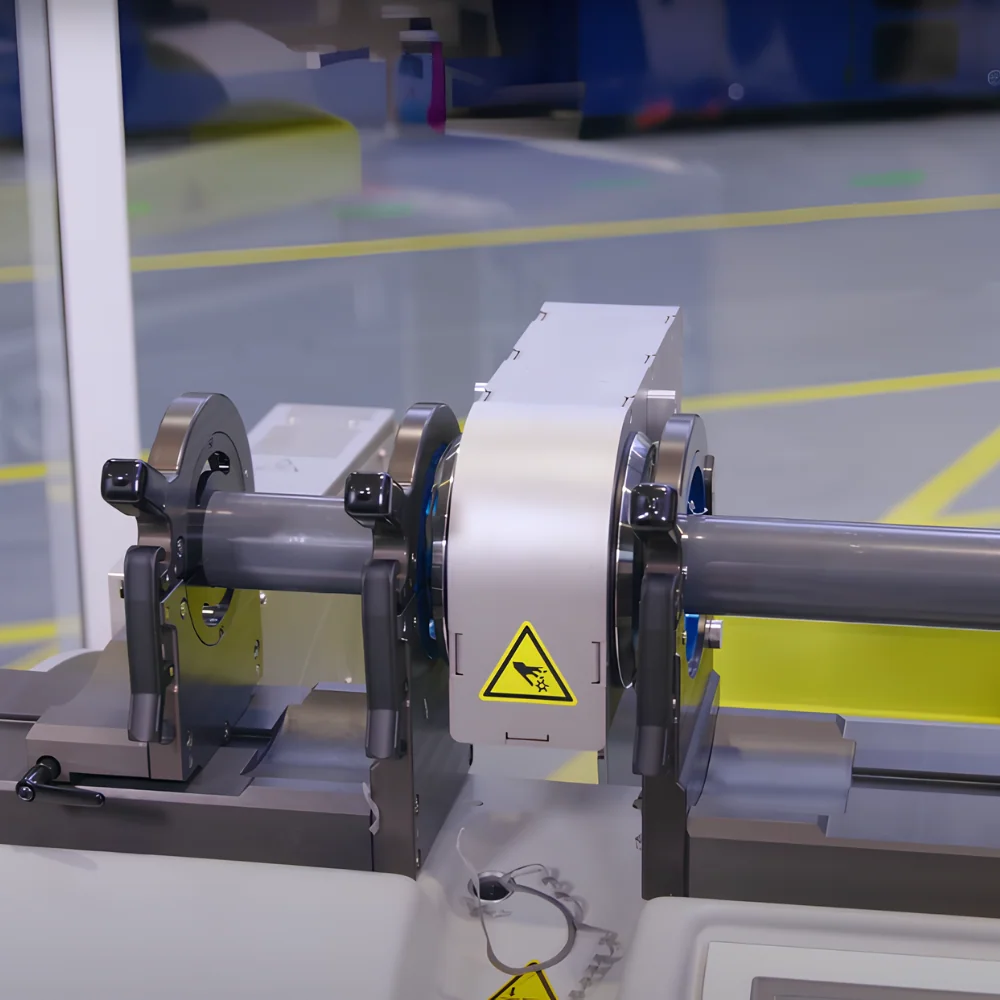
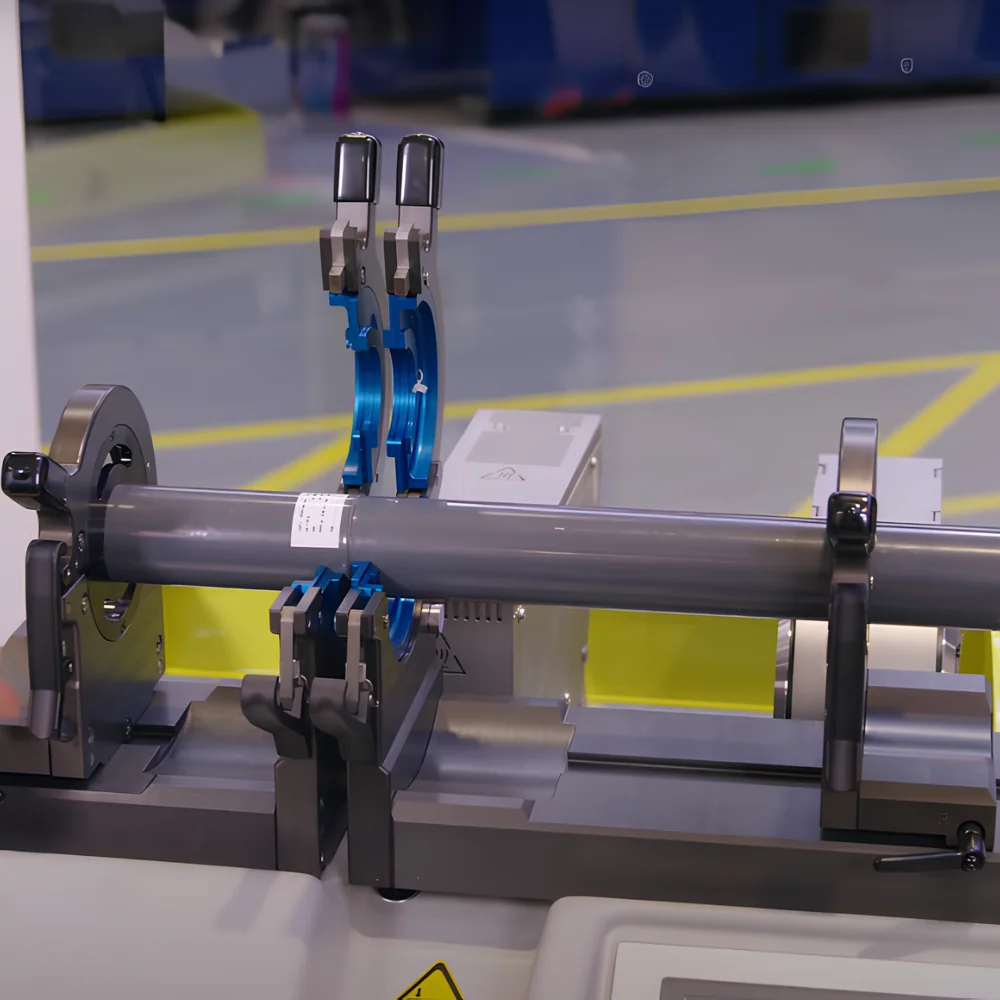
Инфракрасная сварка – это технология соединения нескольких материалов метод бесконтактного нагрева с использованием энергии инфракрасного излучения для расплавления и сплавления термопластичных деталей. Комплект сварочного оборудования для трубы из современных полимеров включает в себя ИК-сварочный аппарат, фрезер и труборез. Популярные трубопроводы: PVDF, PVC.
Сварка трубы [ PE ] – полиэтилен
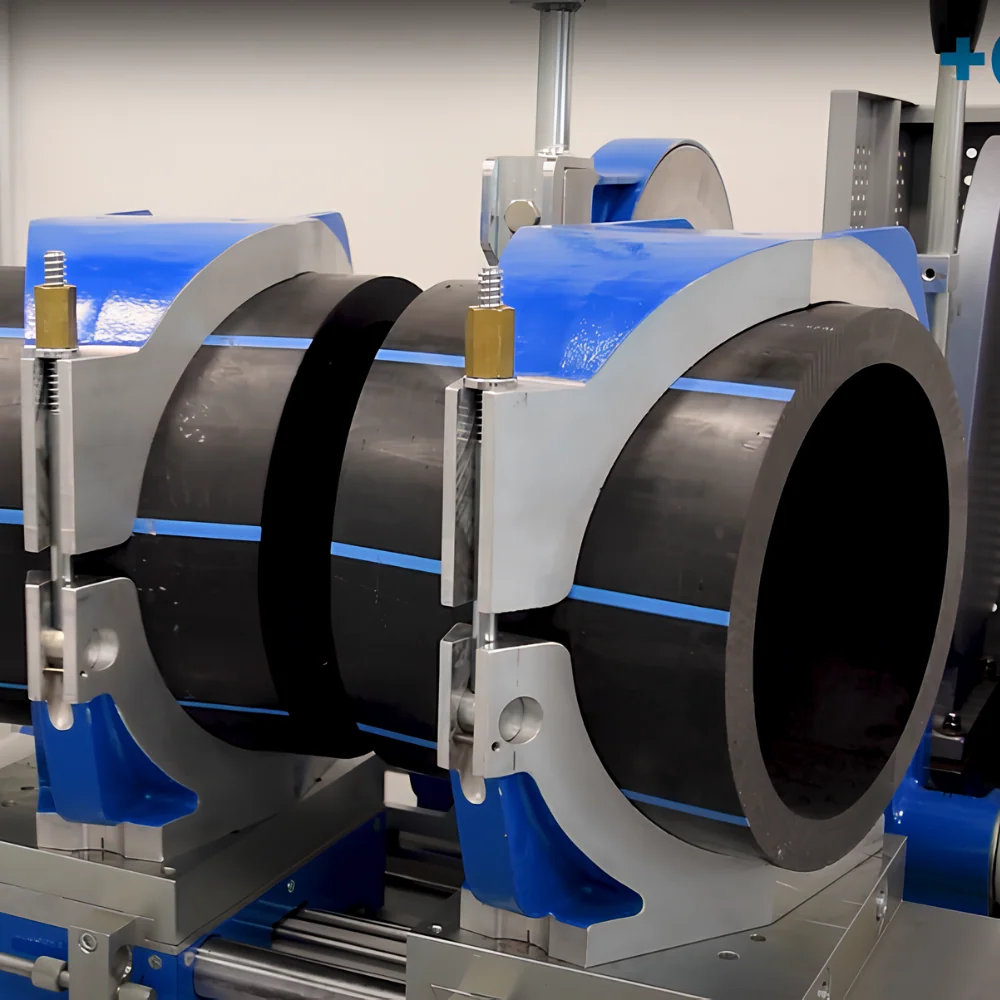
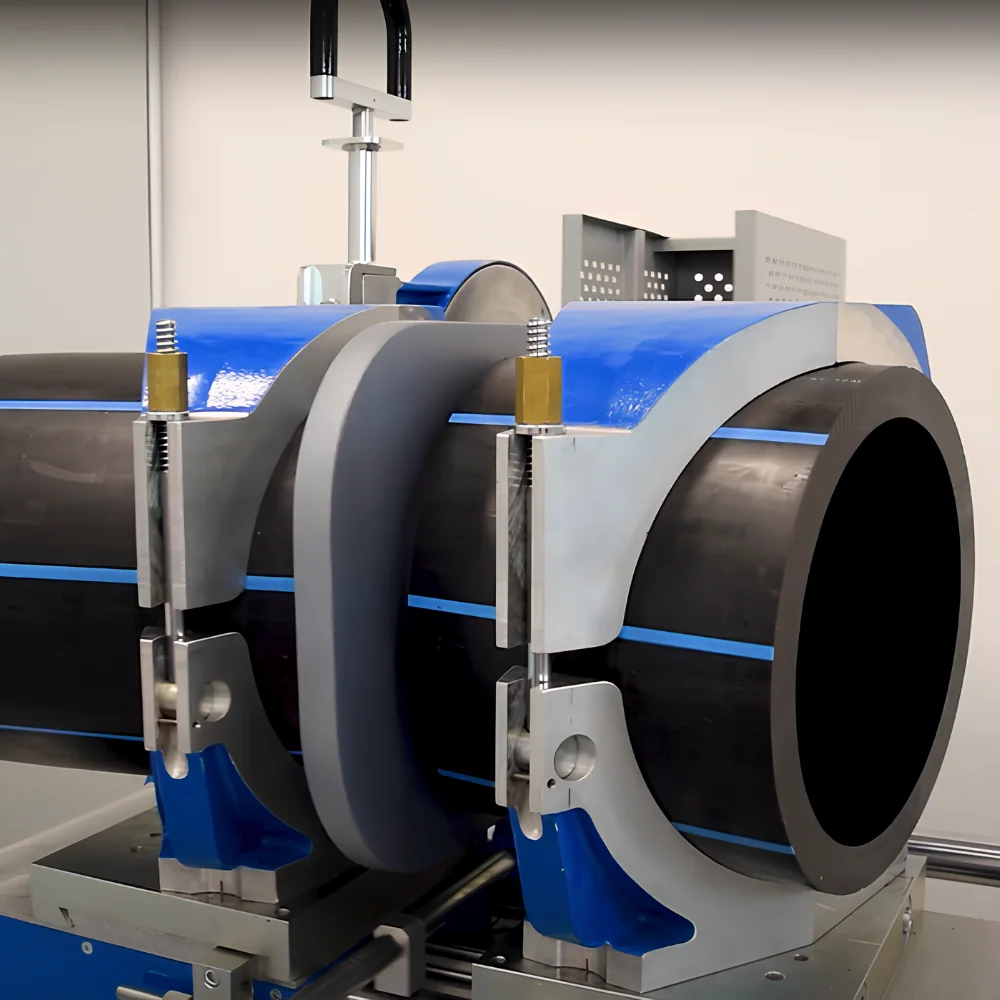
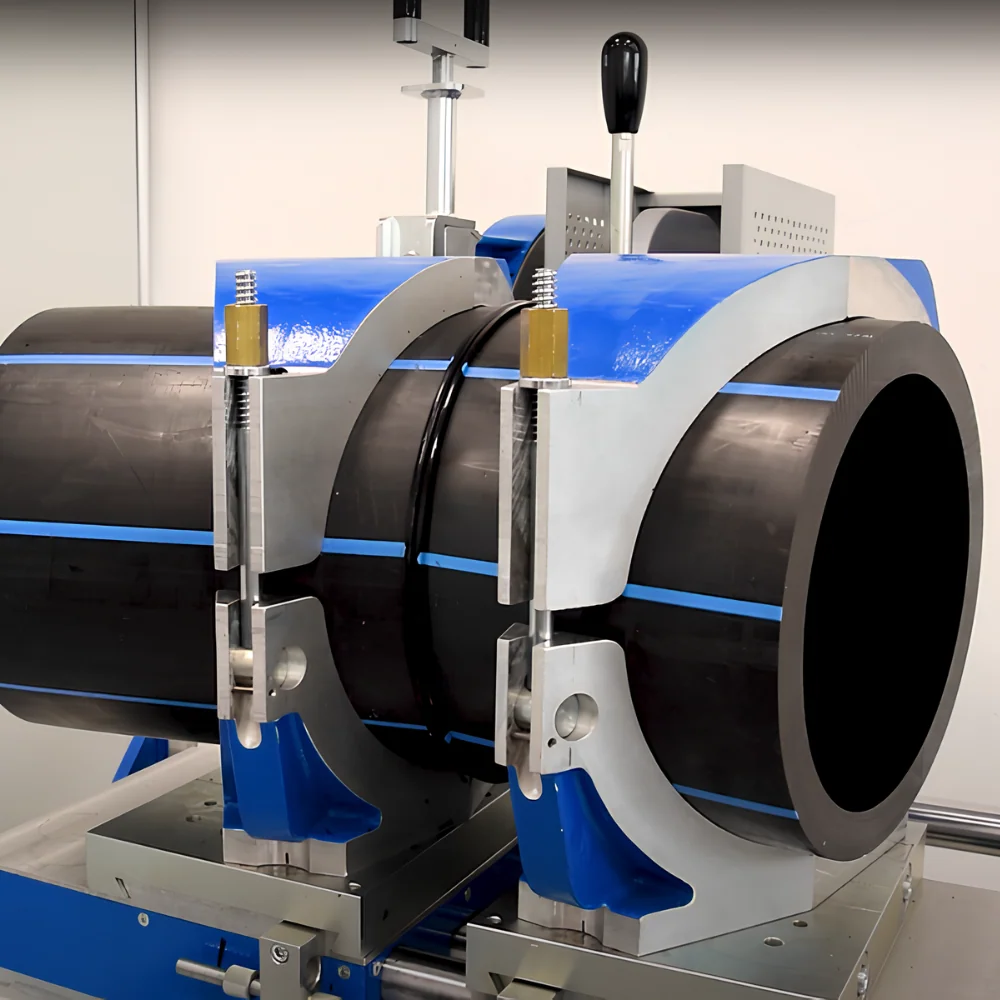
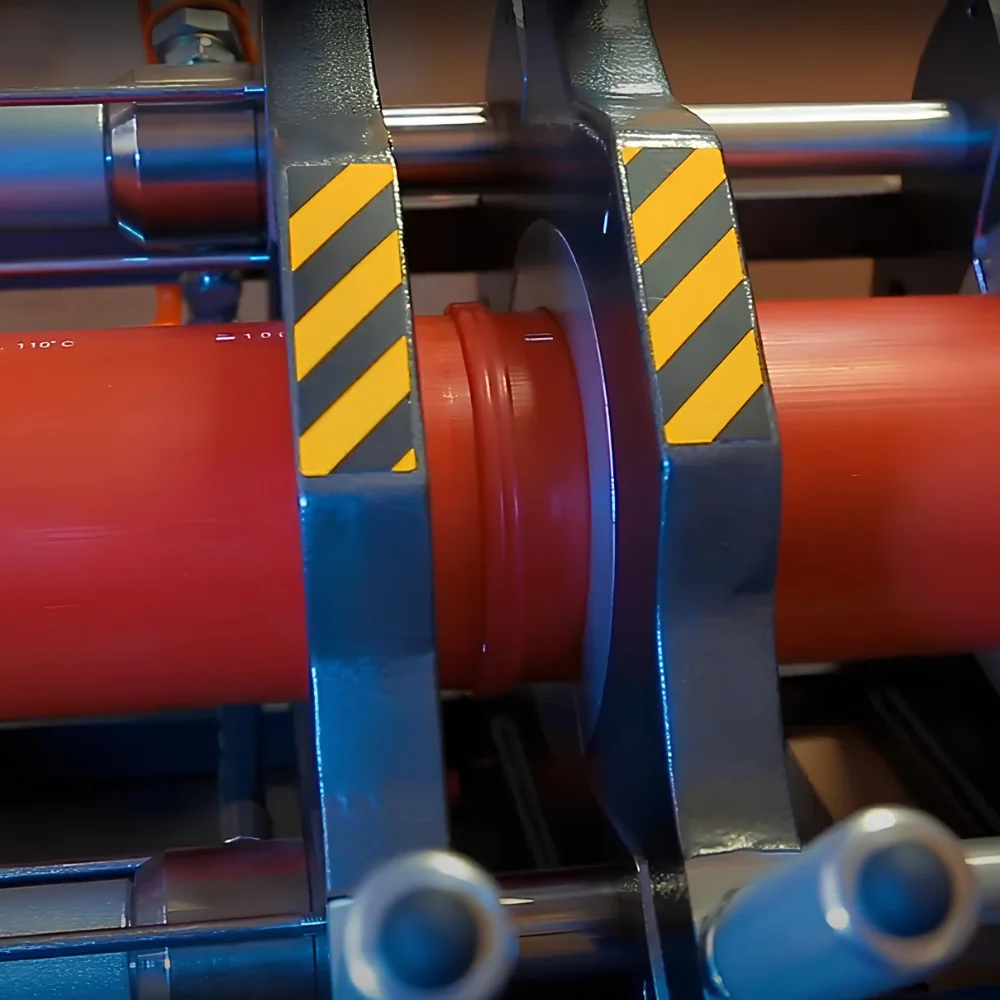
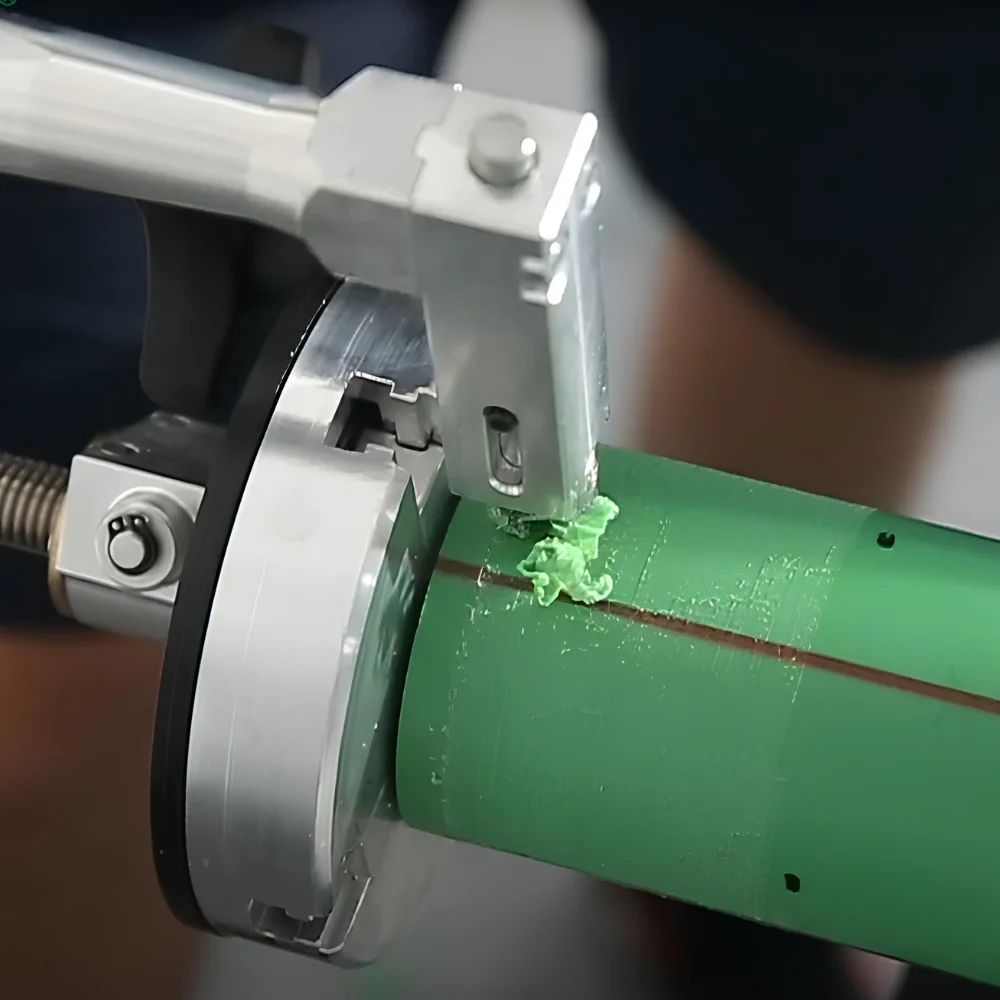
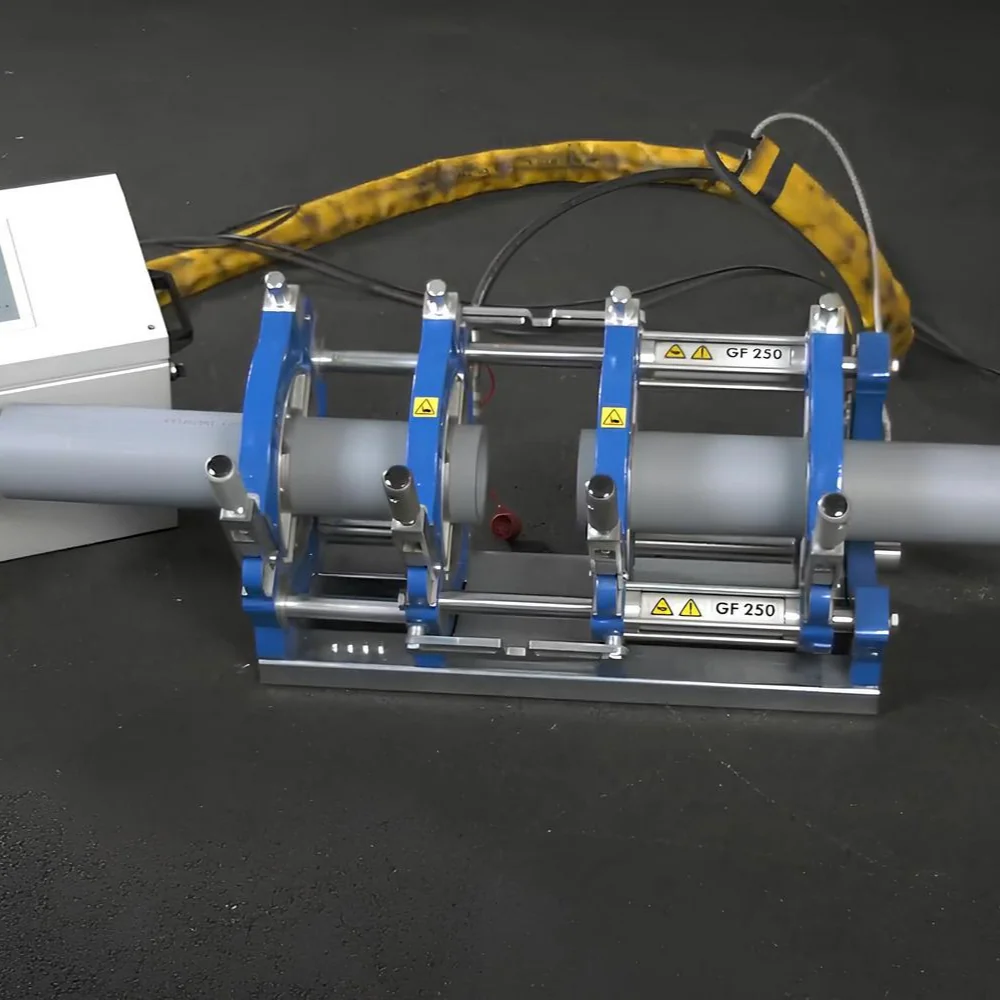
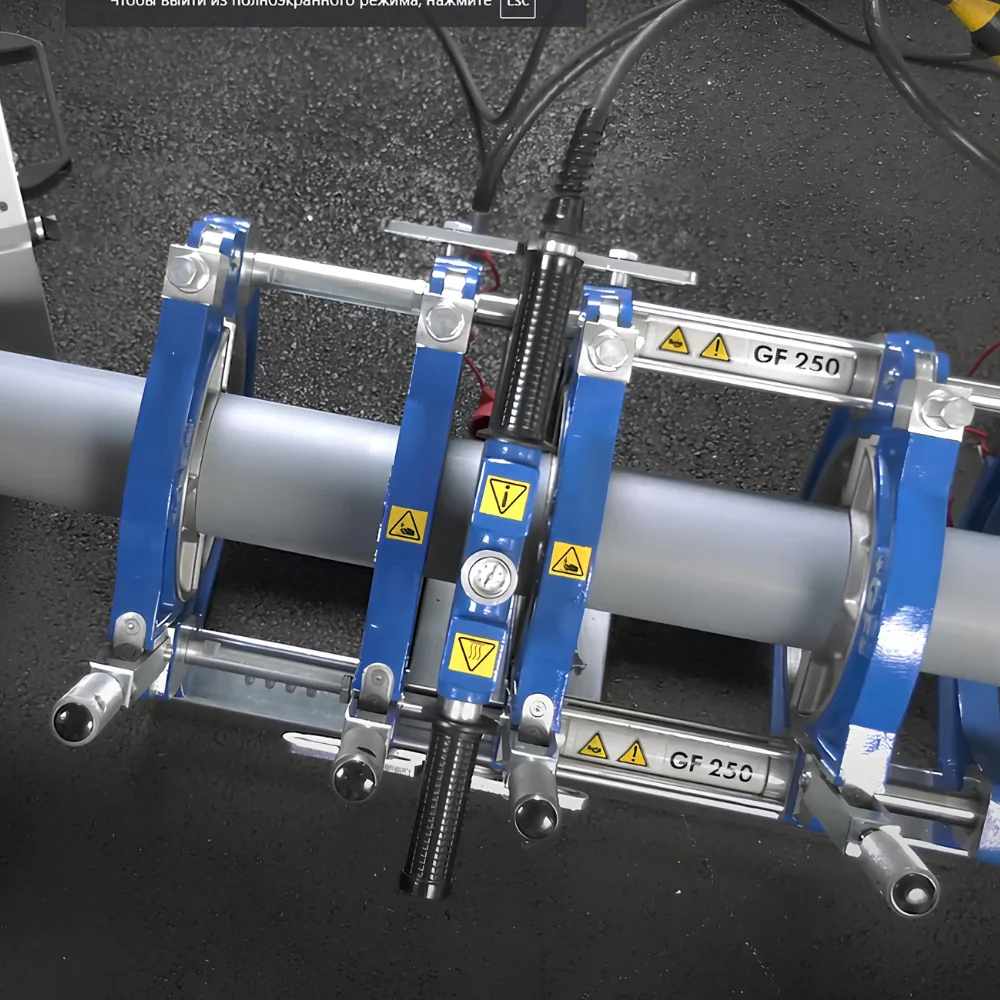
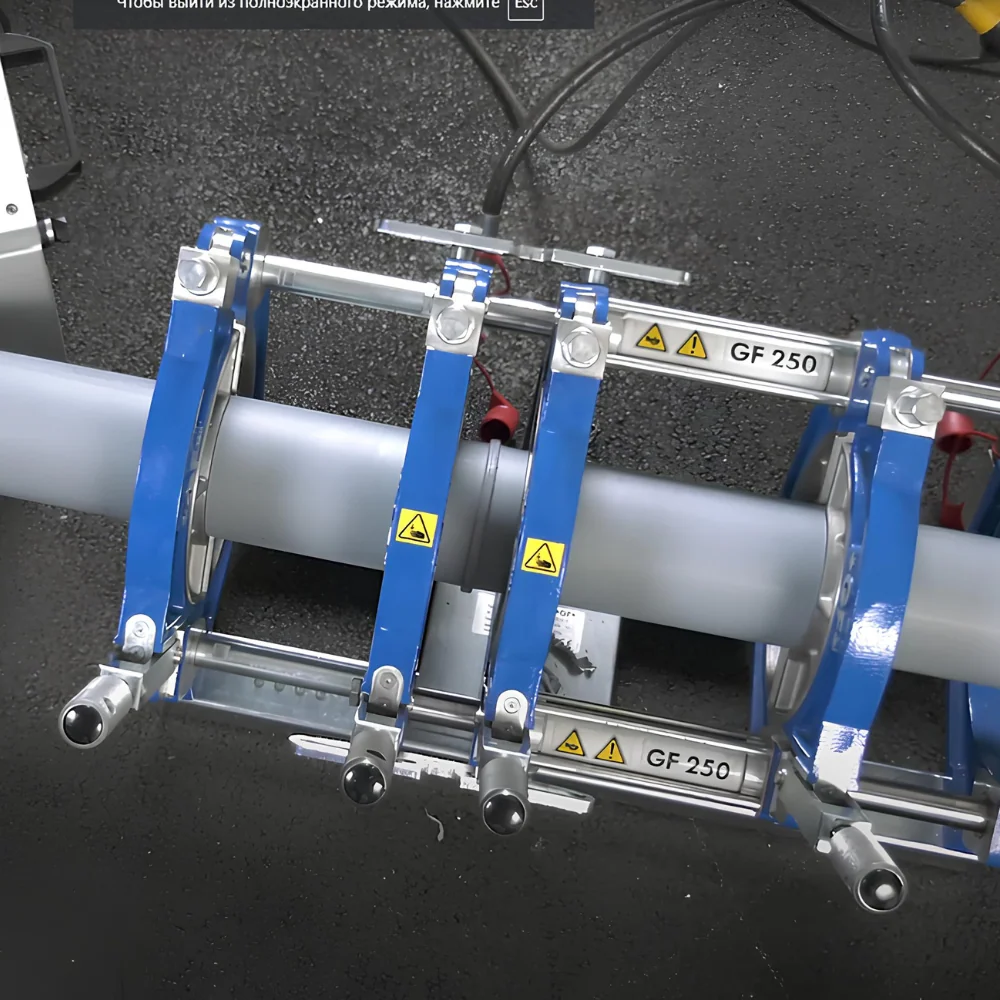
Диффузионная сварка полиэтиленовой трубы PE осуществляется стыковым методом. Этот метод применяется для трубопроводного материала разной плотности: PE-LD ( полиэтилен низкой плотности ), PE-MD ( полиэтилен средней плотности ), PE-HD ( полиэтилен высокой плотности ). Две трубы устанавливаются и фиксируются на специальном стыковом механическом аппарате. В обязательном порядке с помощью фрезера делается фаска и снятие оксидного слоя. Далее обе детали нагреваются дисковым сварочным аппаратом и соединяются.
Муфтовая диффузионная сварка полиэтиленового трубопровода PE при помощи электросварного фитинга. При данном способе необходимо удалить оксидный слой перед установкой специального соединителя. Процесс сваривания осуществляется путём нагрева фитинга с помощью двух присоединённых кабелей от сварочного аппарата. Они нагревают внутреннюю спираль детали после чего происходит надёжное сварочное соединение.


Время нагрева трубы из полиэтилена [ PE ] для сварки
Тип материала:
- PE-LD
- PE-MD
- PE-HD
Настройка температуры для трубы PE ( полиэтилен ) – Стыковая сварка 220 °C.
Настройка температуры для трубы PE ( полиэтилен ) – Муфтовая сварка AUTO °C.
В таблице применены средние значения в секундах для правильного нагрева и сварки трубы PE ( полиэтилен ) разного диаметра с постоянной характеристикой PN 25 или SDR 7,4 ( смотреть маркировку на трубопроводе ).
| Диаметр трубы PE [ мм ] | Время создания давления [ сек ] | Время нагрева [ сек ] | Время полного остывания [ мин ] |
|---|---|---|---|
| 40 мм. | 5 сек. | 55 сек. | 8 мин. |
| 50 мм. | 6 сек. | 69 сек. | 10 мин. |
| 63 мм. | 7 сек. | 86 сек. | 12 мин. |
| 75 мм. | 7 сек. | 103 сек. | 14 мин. |
| 90 мм. | 8 сек. | 123 сек. | 16 мин. |
| 110 мм. | 9 сек. | 151 сек. | 20 мин. |
| 125 мм. | 10 сек. | 171 сек. | 22 мин. |
| 140 мм. | 11 сек. | 192 сек. | 24 мин. |
| 160 мм. | 12 сек. | 219 сек. | 27 мин. |
| 180 мм. | 13 сек. | 246 сек. | 30 мин. |
| 200 мм. | 14 сек. | 274 сек. | 34 мин. |
| 225 мм. | 18 сек. | 308 сек. | 38 мин. |
| 250 мм. | 18 сек. | 342 сек. | 42 мин. |
| 280 мм. | 19 сек. | 383 сек. | 47 мин. |
| 315 мм. | 22 сек. | 431 сек. | 52 мин. |
| 355 мм. | 25 сек. | 485 сек. | 58 мин. |
| 400 мм. | 27 сек. | 547 сек. | 65 мин. |
| 450 мм. | 31 сек. | 615 сек. | 72 мин. |
| 500 мм. | 35 сек. | 683 сек. | 78 мин. |
Сварка трубы [ PE-RT ] – термостабилизированный полиэтилен
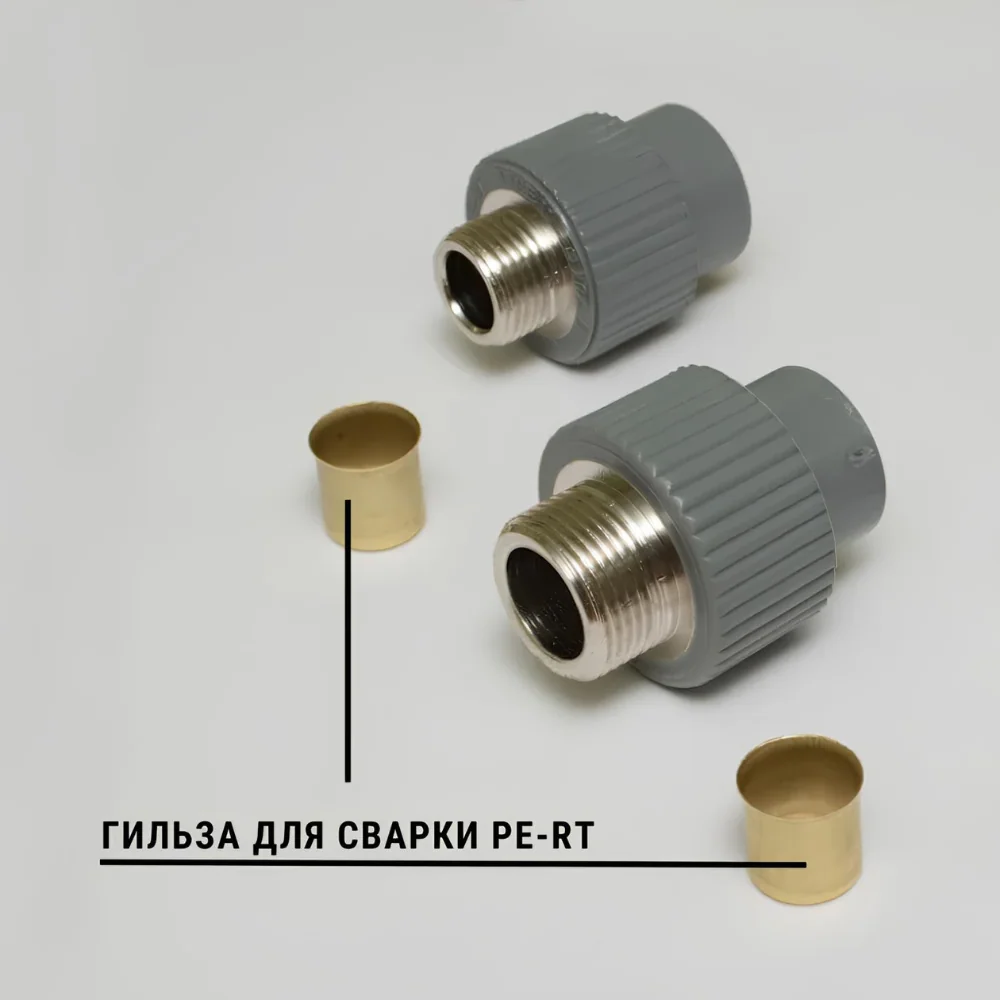
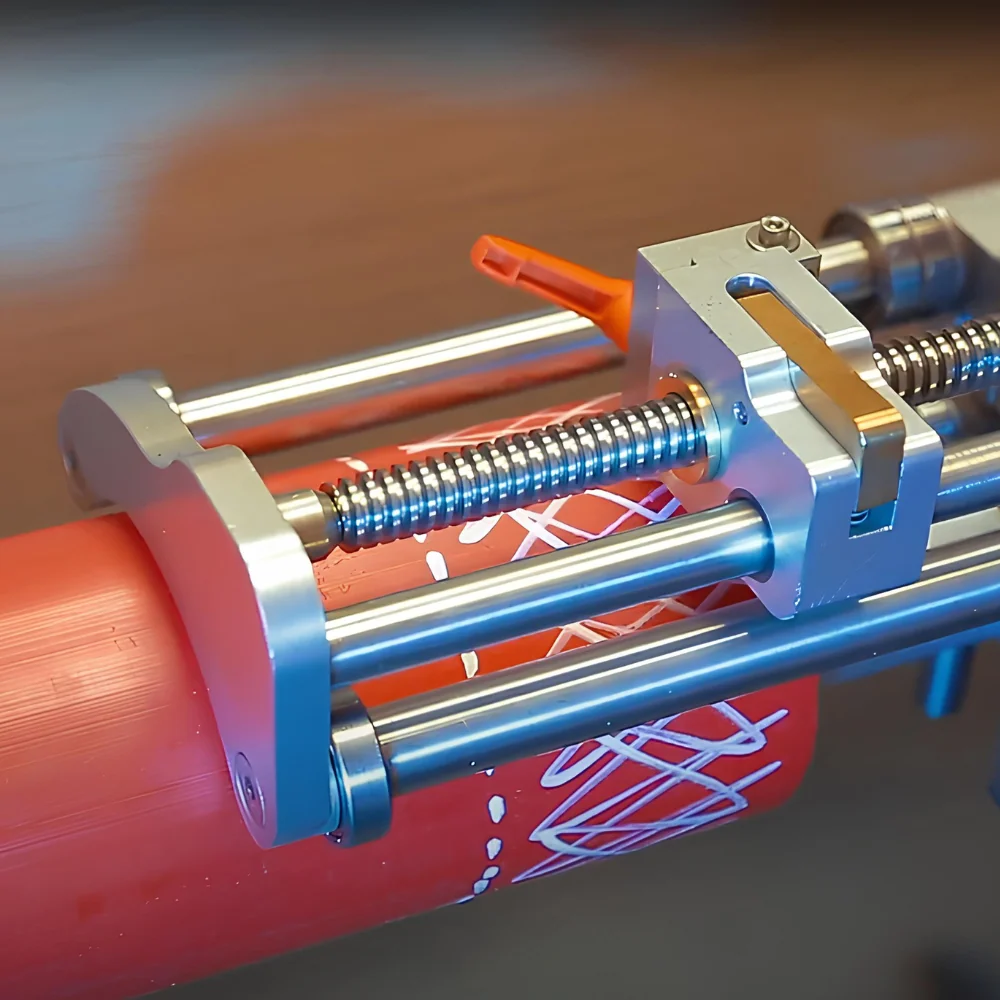
Раструбная сварка термостойкого полиэтиленового трубопровода PE-RT требует осторожности. Труба и фитинг вставляются в тефлоновые насадки установленные на сварочном аппарате. Далее начинается отсчёт времени нагрева обеих деталей. После нагретые стыки соединяются и фиксируется в правильном положении. Нужно помнить, что данный материал слишком пластичный и не терпит долгой передержки при нагревании. Соединение термостабилизированной полиэтиленовой трубы PE-RT требует обязательного использования специальной металлической гильзы. Гильза при нагреве держит внешние стенки трубопровода предотвращая деформацию. Тем самым сохраняется качество стыка на 100 %.


Диффузионная сварка термостойкого полиэтилена PE-RT осуществляется стыковым методом. Данный метод соединения позволяет сваривать большие диаметры трубопроводов. Две трубы устанавливаются и фиксируются на специальном стыковом механическом аппарате. В обязательном порядке с помощью фрезера делается фаска и снятие оксидного слоя. Далее обе детали нагреваются дисковым сварочным аппаратом и соединяются.


Муфтовая диффузионная сварка термостойкой полиэтиленовой трубы PE-RT при помощи электросварного фитинга. С поверхности трубопровода необходимо удалить с поверхности оксидный слой перед установкой специального соединителя. В процессе сварки два подсоединённых кабеля от сварочного аппарата нагревают внутреннюю спираль детали после чего происходит надёжное сварочное соединение.


Время нагрева трубы из термостойкого полиэтилена [ PE-RT ] для сварки
Тип материала:
- PE-RT
- PE-RT / EVOH
- PE-RT / EVOH / PE-RT
Настройка температуры для трубы PE-RT ( термостойкий полиэтилен ) – Раструбная сварка 240 °C.
Настройка температуры для трубы PE-RT ( термостойкий полиэтилен ) – Стыковая сварка 220 °C.
В таблице применены средние значения в секундах для правильного нагрева и сварки трубы PE-RT ( термостабилизированный полиэтилен ) разного диаметра с постоянной характеристикой PN 25 или SDR 6 ( смотреть маркировку на трубопроводе ).
| Диаметр трубы PE-RT [ мм ] | Глубина сварки [ мм ] | Время нагрева [ сек ] | Время полного остывания [ мин ] |
|---|---|---|---|
| 16 мм. | 14 мм. | 5 сек. | 5 мин. |
| 20 мм. | 16 мм. | 6 сек. | 5 мин. |
| 25 мм. | 20 мм. | 8 сек. | 5 мин. |
| 32 мм. | 22 мм. | 10 сек. | 5 мин. |
| 40 мм. | 27 мм. | 14 сек. | 10 мин. |
| 50 мм. | 32 мм. | 16 сек. | 10 мин. |
| 63 мм. | 38 мм. | 24 сек. | 10 мин. |
| Диаметр трубы PE-RT [ мм ] | Время создания давления [ сек ] | Время нагрева [ сек ] | Время полного остывания [ мин ] |
|---|---|---|---|
| 63 мм. | 7 сек. | 86 сек. | 12 мин. |
| 75 мм. | 7 сек. | 103 сек. | 14 мин. |
| 90 мм. | 8 сек. | 123 сек. | 16 мин. |
| 110 мм. | 9 сек. | 151 сек. | 20 мин. |
| 125 мм. | 10 сек. | 171 сек. | 22 мин. |
| 140 мм. | 11 сек. | 192 сек. | 24 мин. |
| 160 мм. | 12 сек. | 219 сек. | 27 мин. |
| 180 мм. | 13 сек. | 246 сек. | 30 мин. |
| 200 мм. | 14 сек. | 274 сек. | 34 мин. |
Сварка трубы [ PP ] – полипропилен
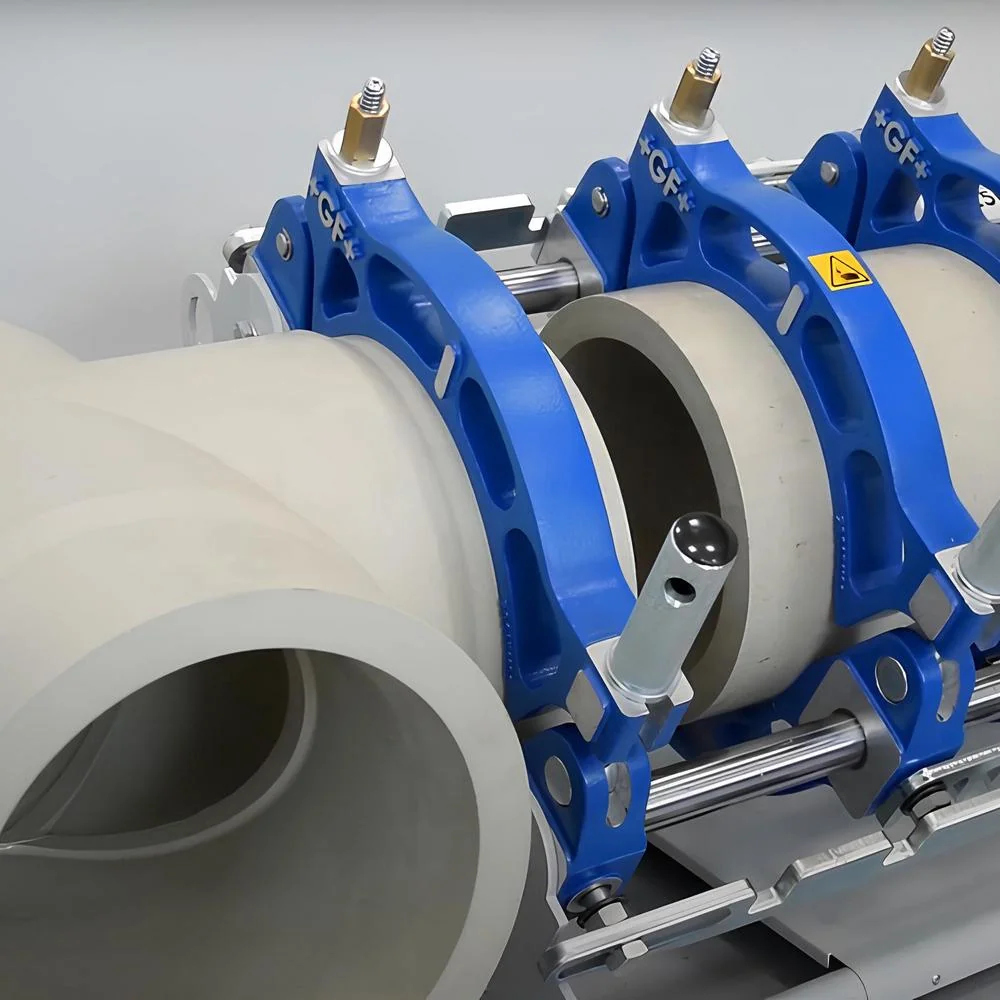
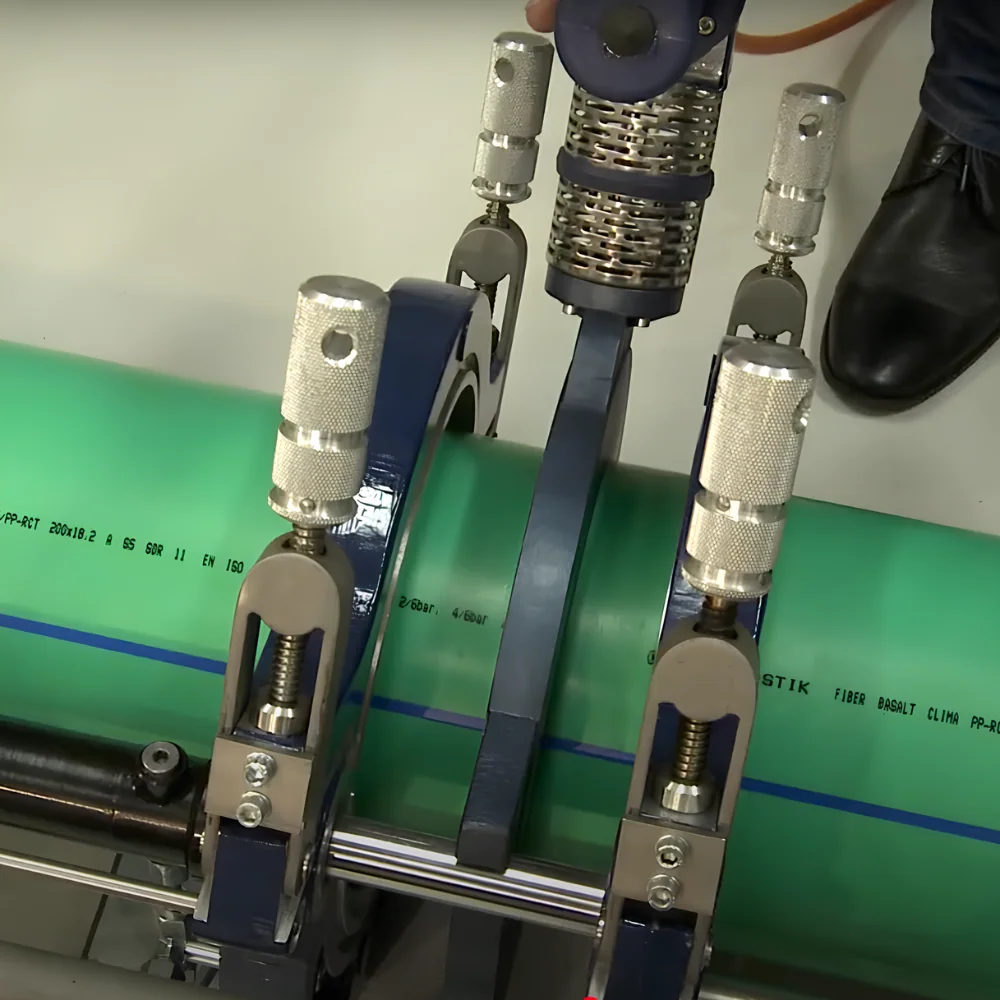
Классическая раструбная сварка полипропиленового трубопровода PP. Труба и фитинг вставляются в тефлоновые насадки установленные на сварочном аппарате. Далее начинается отсчёт времени нагрева деталей. После нагретый стык трубы засовывается в деталь и фиксируется в правильном положении. Нужно помнить что в процессе сваривания полипропилена есть 5 секунд для того что бы выровнять изделие в правильном положении.



Диффузионная сварка трубы PP осуществляется стыковым методом. Данный способ используется при соединении двух изделий большого диаметра. Две детали из полипропиленового материала устанавливаются и фиксируются на специальном механическом приспособлении. Далее происходит нагрев дисковым сварочным аппаратом и последующее соединение.
Муфтовая диффузионная сварка полипропиленового трубопровода PP с помощью электросварного фитинга. При данном варианте сварки необходимо удалить оксидный слой с поверхности трубы. Процесс неразъёмного соединения осуществляется путём нагрева фитинга с помощью двух присоединённых кабелей от сварочного аппарата. Они нагревают внутреннюю спираль детали после чего происходит естественное остывание и получается надёжное соединение.

Время нагрева трубы из полипропилена [ PP ] для сварки
Тип материала:
- PP
- PP-R
- PP-RCT
- PP-RCT FIBER
- PP-RCT STABI
- PP-H
Настройка температуры для трубы PP ( полипропилен ) – Раструбная сварка 270 °C.
Настройка температуры для трубы PP ( полипропилен ) – Стыковая сварка 220 °C.
Настройка температуры для трубы PP ( полипропилен ) – Муфтовая сварка AUTO °C.
В таблице применены средние значения в секундах для правильного нагрева и сварки трубы PP ( полипропилен ) разного диаметра с постоянной характеристикой PN 25 или SDR 6 ( смотреть маркировку на трубопроводе ).
| Диаметр трубы PP [ мм ] | Глубина сварки [ мм ] | Время нагрева [ сек ] | Время полного остывания [ мин ] |
|---|---|---|---|
| 16 мм. | 14 мм. | 5 сек. | 4 мин. |
| 20 мм. | 16 мм. | 6 сек. | 4 мин. |
| 25 мм. | 20 мм. | 8 сек. | 4 мин. |
| 32 мм. | 22 мм. | 10 сек. | 4 мин. |
| 40 мм. | 27 мм. | 14 сек. | 6 мин. |
| 50 мм. | 22 мм. | 18 сек. | 8 мин. |
| 63 мм. | 38 мм. | 26 сек. | 8 мин. |
| 75 мм. | 52 мм. | 34 сек. | 8 мин. |
| 90 мм. | 64 мм. | 44 сек. | 10 мин. |
| 110 мм. | 79 мм. | 56 сек. | 10 мин. |
| 125 мм. | 86 мм. | 60 сек. | 10 мин. |
| 140 мм. | 98 мм. | 72 сек. | 15 мин. |
| 160 мм. | 105 мм. | 80 сек. | 15 мин. |
| 200 мм. | 112 мм. | 106 сек. | 15 мин. |
| 225 мм. | 122 мм. | 118 сек. | 15 мин. |
| 250 мм. | 134 мм. | 130 сек. | 15 мин. |
| 280 мм. | 148 мм. | 152 сек. | 15 мин. |
| 315 мм. | 155 мм. | 174 сек. | 15 мин. |
| 355 мм. | 168 мм. | 226 сек. | 15 мин. |
| 400 мм. | 188 мм. | 260 сек. | 15 мин. |
| 450 мм. | 196 мм. | 332 сек. | 15 мин. |
| 500 мм. | 215 мм. | 350 сек. | 15 мин. |
| Диаметр трубы PP [ мм ] | Время создания давления [ сек ] | Время нагрева [ сек ] | Время полного остывания [ мин ] |
|---|---|---|---|
| 63 мм. | 7 сек. | 86 сек. | 12 мин. |
| 75 мм. | 7 сек. | 103 сек. | 14 мин. |
| 90 мм. | 8 сек. | 123 сек. | 16 мин. |
| 110 мм. | 9 сек. | 151 сек. | 20 мин. |
| 125 мм. | 10 сек. | 171 сек. | 22 мин. |
| 140 мм. | 11 сек. | 192 сек. | 24 мин. |
| 160 мм. | 12 сек. | 219 сек. | 27 мин. |
| 180 мм. | 13 сек. | 246 сек. | 30 мин. |
| 200 мм. | 14 сек. | 274 сек. | 34 мин. |
| 225 мм. | 18 сек. | 308 сек. | 38 мин. |
| 250 мм. | 18 сек. | 342 сек. | 42 мин. |
| 280 мм. | 19 сек. | 383 сек. | 47 мин. |
| 315 мм. | 22 сек. | 431 сек. | 52 мин. |
| 355 мм. | 25 сек. | 485 сек. | 58 мин. |
| 400 мм. | 27 сек. | 547 сек. | 65 мин. |
| 450 мм. | 31 сек. | 615 сек. | 72 мин. |
| 500 мм. | 35 сек. | 683 сек. | 78 мин. |
Сварка трубы [ PB ] – полибутен
При диффузионной раструбной сварке труба и фитинга из полибутена PB нагреваются на сварочном аппарате с определённым временем согласно инструкции. После нагретый стык трубы вставляется в деталь и фиксируется в правильном положении. В процессе сваривания полибутена есть определённый момент времени при котором детали можно выровнять в правильном положении.



При использовании трубы из полибутена PB большого диаметра применяется стыковой метод соединения. Две трубы устанавливаются и фиксируются на специальном стыковом механическом аппарате с центрированной осью. С помощью фрезеровальной машины делается фаска и удаляется оксидный слой. Далее обе детали нагреваются дисковым сварочным аппаратом и соединяются.
Муфтовая сварка полибутенового трубопровода PB с помощью специализированных фитингов со встроенной нагревательной спиралью. При данном способе необходимо снимать оксидный слой перед установкой электросварного фитинга. Процесс сваривания осуществляется путём нагрева фитинга с помощью двух подсоединённых кабелей. Они нагревают внутреннюю спираль детали после чего происходит неразъёмное соединение.


Время нагрева трубы из полиэтилена [ PB ] для сварки
Тип материала:
- PB
Настройка температуры для трубы PB ( полибутен ) – Раструбная сварка 260 °C.
Настройка температуры для трубы PB ( полибутен ) – Стыковая сварка 260 °C.
Настройка температуры для трубы PB ( полибутен ) – Муфтовая сварка AUTO °C.
В таблице применены средние значения в секундах для правильного нагрева и сварки трубы PB ( полибутен ) разного диаметра с постоянной характеристикой PN 25 или SDR 6 ( смотреть маркировку на трубопроводе ).
| Диаметр трубы PB [ мм ] | Глубина сварки [ мм ] | Время нагрева [ сек ] | Время полного остывания [ мин ] |
|---|---|---|---|
| 16 мм. | 14 мм. | 5 сек. | 4 мин. |
| 20 мм. | 16 мм. | 6 сек. | 4 мин. |
| 25 мм. | 20 мм. | 8 сек. | 4 мин. |
| 32 мм. | 22 мм. | 10 сек. | 4 мин. |
| 40 мм. | 27 мм. | 14 сек. | 6 мин. |
| 50 мм. | 22 мм. | 18 сек. | 8 мин. |
| 63 мм. | 38 мм. | 22 сек. | 8 мин. |
| 75 мм. | 52 мм. | 30 сек. | 8 мин. |
| 90 мм. | 64 мм. | 38 сек. | 10 мин. |
| 110 мм. | 79 мм. | 50 сек. | 10 мин. |
| 125 мм. | 86 мм. | 56 сек. | 10 мин. |
| 140 мм. | 98 мм. | 68 сек. | 15 мин. |
| 160 мм. | 105 мм. | 74 сек. | 15 мин. |
| 225 мм. | 122 мм. | 104 сек. | 15 мин. |
| 280 мм. | 148 мм. | 132 сек. | 15 мин. |
| 315 мм. | 155 мм. | 154 сек. | 15 мин. |
| Диаметр трубы PB [ мм ] | Время создания давления [ сек ] | Время нагрева [ сек ] | Время полного остывания [ мин ] |
|---|---|---|---|
| 63 мм. | 10 сек. | 55 сек. | 12 мин. |
| 75 мм. | 10 сек. | 60 сек. | 14 мин. |
| 90 мм. | 12 сек. | 70 сек. | 16 мин. |
| 110 мм. | 12 сек. | 80 сек. | 20 мин. |
| 125 мм. | 12 сек. | 85 сек. | 22 мин. |
| 140 мм. | 14 сек. | 95 сек. | 24 мин. |
| 160 мм. | 16 сек. | 100 сек. | 27 мин. |
| 180 мм. | 16 сек. | 115 сек. | 30 мин. |
| 200 мм. | 18 сек. | 125 сек. | 34 мин. |
| 225 мм. | 20 сек. | 140 сек. | 38 мин. |
| 250 мм. | 20 сек. | 155 сек. | 42 мин. |
| 280 мм. | 24 сек. | 165 сек. | 47 мин. |
| 315 мм. | 26 сек. | 180 сек. | 52 мин. |
Сварка трубы [ PVDF ] – поливинилиденфторид
Простой способов соединения трубы PVDF из поливинилиденфторида с помощью раструбного сваривания. В классическом методе деталь нагревается на сварочном аппарате в течении заданного времени. Далее нагретый стык трубы и фитинга вставляется друг в друга и фиксируется в правильном положении.


Сварка трубопровода и фитингов PVDF инфракрасным способом происходит в автоматическом режиме. Оборудование такого типа самостоятельно рассчитывает температуру и время нагрева в зависимости от характеристики материала. Участие человеческого фактора сведено к минимуму. Данный метод применяется на ответственных объектах.

Время нагрева трубы из поливинилиденфторида [ PVDF ] для сварки
Тип материала:
- PVDF
- PVDF-UHP
Настройка температуры для трубы PVDF ( поливинилиденфторид ) – Раструбная сварка 270 °C.
Настройка температуры для трубы PVDF ( поливинилиденфторид ) – Стыковая сварка 240 °C.
Настройка температуры для трубы PVDF ( поливинилиденфторид ) – Инфракрасная сварка AUTO °C.
В таблице применены средние значения в секундах для правильного нагрева и сварки трубы PVDF ( поливинилиденфторид ) разного диаметра с постоянной характеристикой PN 25 или SDR 6 ( смотреть маркировку на трубопроводе ).
| Диаметр трубы PVDF [ мм ] | Глубина сварки [ мм ] | Время нагрева [ сек ] | Время полного остывания [ мин ] |
|---|---|---|---|
| 16 мм. | 14 мм. | 5 сек. | 4 мин. |
| 20 мм. | 16 мм. | 6 сек. | 4 мин. |
| 25 мм. | 20 мм. | 8 сек. | 4 мин. |
| 32 мм. | 22 мм. | 10 сек. | 4 мин. |
| 40 мм. | 27 мм. | 14 сек. | 6 мин. |
| 50 мм. | 22 мм. | 18 сек. | 8 мин. |
| 63 мм. | 38 мм. | 26 сек. | 8 мин. |
| 75 мм. | 52 мм. | 34 сек. | 8 мин. |
| 90 мм. | 64 мм. | 44 сек. | 10 мин. |
| 110 мм. | 79 мм. | 56 сек. | 10 мин. |
| 125 мм. | 86 мм. | 60 сек. | 10 мин. |
| 140 мм. | 98 мм. | 72 сек. | 15 мин. |
| 160 мм. | 105 мм. | 80 сек. | 15 мин. |
| 180 мм. | 108 мм. | 92 сек. | 15 мин. |
| 200 мм. | 112 мм. | 106 сек. | 15 мин. |
| 225 мм. | 122 мм. | 118 сек. | 15 мин. |
| 250 мм. | 134 мм. | 130 сек. | 15 мин. |
| 280 мм. | 148 мм. | 152 сек. | 15 мин. |
Сварка трубы [ PVC ] – полимер
Надёжное соединение трубопровода и фитинга PVC можно осуществлять с помощью сварки инфракрасным способом. Режим подготовки стыка и соединения осуществляется в автоматическом режиме. Оборудование такого типа самостоятельно рассчитывает температуру и время нагрева в зависимости от характеристики материала.
Время нагрева трубы из полимера [ PVC ] для сварки
Тип материала:
- PVC-C
- PVC-U
Настройка температуры для трубы PVC ( полимер ) – Инфракрасная сварка AUTO °C.
В таблице применены средние значения в секундах для правильного нагрева и сварки трубы PVC ( полимера ) разного диаметра с постоянной характеристикой PN 16 или SDR 11 ( смотреть маркировку на трубопроводе ).
| Диаметр трубы PVC [ мм ] | Время создания давления [ сек ] | Время нагрева [ сек ] | Время полного остывания [ мин ] |
|---|---|---|---|
| 16 мм. | *** | *** | 4 мин. |
| 20 мм. | *** | *** | 4 мин. |
| 25 мм. | *** | *** | 4 мин. |
| 32 мм. | *** | *** | 4 мин. |
| 40 мм. | *** | *** | 6 мин. |
| 50 мм. | *** | *** | 8 мин. |
| 63 мм. | *** | *** | 8 мин. |
| 75 мм. | *** | *** | 8 мин. |
| 90 мм. | *** | *** | 10 мин. |
| 110 мм. | *** | *** | 10 мин. |
| 125 мм. | *** | *** | 10 мин. |
| 140 мм. | *** | *** | 15 мин. |
| 160 мм. | *** | *** | 15 мин. |
| 180 мм. | *** | *** | 15 мин. |
| 200 мм. | *** | *** | 15 мин. |
| 225 мм. | *** | *** | 15 мин. |
| 250 мм. | *** | *** | 15 мин. |
| 280 мм. | *** | *** | 15 мин. |
| 315 мм. | *** | *** | 15 мин. |
Заключение
Качественные работы по монтированию и сварке полимерных трубопроводов может выполнять только квалифицированный монтажник-инженер или сантехник. В процессе используется специализированное оборудование и утверждённые технические данные сварочного процесса. Осуществлять сварку полимерных труб без нужных знаний и опыта мы не рекомендуем.
Актуальные услуги

Водоснабжение
