
В данном материале мы рассмотрим как правильно осуществлять сварку трубы с фитингами из современных полимерных материалов: PP ( полипропилен ), PE-RT ( термостойкий полиэтилен ), PE ( полиэтилен ), PVDF ( поливинилиденфторид ). Все данные будут усреднёнными так как разные поставщики могут указывать собственные рекомендации к технологии монтажа трубопроводных систем. Поэтому для профессиональной работы мы настоятельно советуем использовать оригинальные инструкции и руководствоваться временем нагрева полимерной трубы при сварке, которые указал производитель.
Диффузионная сварка – это соединение поверхности деталей за счёт взаимной диффузии на атомарном уровне. Стандартный комплект сварочного оборудования для труб из полимеров ( PP, PE-RT, PE, PVDF ) состоит из сварочного аппарата, труборез, насадки покрытые тефлоном. Тефлоновая оболочка защищает насадку от “прилипания” расплавленных пластмасс, что позволяет улучшить результат самого соединения. Именно поэтому тефлоновое покрытие должно чиститься.
Инфракрасная сварка – это технология соединения нескольких материалов метод бесконтактного нагрева с использованием энергии инфракрасного излучения для расплавления и сплавления термопластичных деталей вместе. Комплект сварочного оборудования для труб из полимеров ( PVDF ) включает в себя ИК-сварочный аппарат и труборез.
Сварка трубы PP ( полипропилен )
Классическая сварка полипропиленовых трубопроводов не имеет особой сложности. Труба и фитинг надеваются на тефлоновые насадки установленные на сварочном аппарате. Далее начинается отсчёт времени нагрева деталей. После нагретый стык трубы засовывается в деталь и фиксируется в правильном положении. Нужно помнить что в процессе сваривания полипропилена есть определённый момент времени при котором детали можно выровнять в правильном положении. Обычно это значение не должно превышать 5 секунд.
Отдельный вид полипропиленовых труб имеет внешний алюминиевый слов. Перед началом сварки его в обязательном порядке снимают специальной фрезой.



При сварке полипропиленовой трубы PP могут быть и ошибки монтажников из-за не квалифицированности или некачественного материала. Например при несоблюдении времени нагрева свариваемый стык может расплавиться и сузить проходное отверстие. Если труба тонкостенная, то она также имеет свойство сужать внутренний проходной диаметр в следствии повышенной пластичности после нагрева.

Время нагрева трубы из полипропилена PP для сварки
- PP
- PP-R
- PP-RCT
- PP-RCT FIBER
- PP-RCT STABI
Настройка температуры для трубы PP ( полипропилен ) – Раструбная сварка 270 °C.
Настройка температуры для трубы PP ( полипропилен ) – Стыковая сварка 220 °C.
В таблице применены средние значения в секундах для правильного нагрева и сварки трубы PP ( полипропилен ) разного диаметра с постоянной характеристикой PN 25 или SDR 6 ( смотреть маркировку на трубопроводе ).
| Диаметр трубы PP ( мм ) | Глубина сварки ( мм ) | Время нагрева ( сек ) | Время полного остывания ( мин ) |
|---|---|---|---|
| 16 мм. | 14 мм. | 5 сек. | 4 мин. |
| 20 мм. | 16 мм. | 6 сек. | 4 мин. |
| 25 мм. | 20 мм. | 8 сек. | 4 мин. |
| 32 мм. | 22 мм. | 10 сек. | 4 мин. |
| 40 мм. | 27 мм. | 14 сек. | 6 мин. |
| 50 мм. | 22 мм. | 18 сек. | 8 мин. |
| 63 мм. | 38 мм. | 26 сек. | 8 мин. |
| 75 мм. | 52 мм. | 34 сек. | 8 мин. |
| 90 мм. | 64 мм. | 44 сек. | 10 мин. |
| 110 мм. | 79 мм. | 56 сек. | 10 мин. |
| 125 мм. | 86 мм. | 60 сек. | 10 мин. |
| 140 мм. | 98 мм. | 72 сек. | 15 мин. |
| 160 мм. | 105 мм. | 80 сек. | 15 мин. |
| 200 мм. | 112 мм. | 106 сек. | 15 мин. |
| 225 мм. | 122 мм. | 118 сек. | 15 мин. |
| 250 мм. | 134 мм. | 130 сек. | 15 мин. |
| 280 мм. | 148 мм. | 152 сек. | 15 мин. |
| 315 мм. | 155 мм. | 174 сек. | 15 мин. |
| 355 мм. | 168 мм. | 226 сек. | 15 мин. |
| 400 мм. | 188 мм. | 260 сек. | 15 мин. |
| 450 мм. | 196 мм. | 332 сек. | 15 мин. |
| 500 мм. | 215 мм. | 350 сек. | 15 мин. |
Сварка трубы PE-RT ( термостабилизированный полиэтилен )
Сварка термостойкой полиэтиленовой трубы PE-RT требует большей осторожности. Труба и фитинг надеваются на тефлоновые насадки установленные на сварочном аппарате. Далее начинается отсчёт времени нагрева деталей. После нагретый стык трубы засовывается в деталь и фиксируется в правильном положении. Нужно помнить что данный материал слишком пластичный и не терпит долгой передержки при нагреве на сварочном аппарате. Иначе она просто расплавится, потеряет свою правильную форму и будет непригодна для работы.


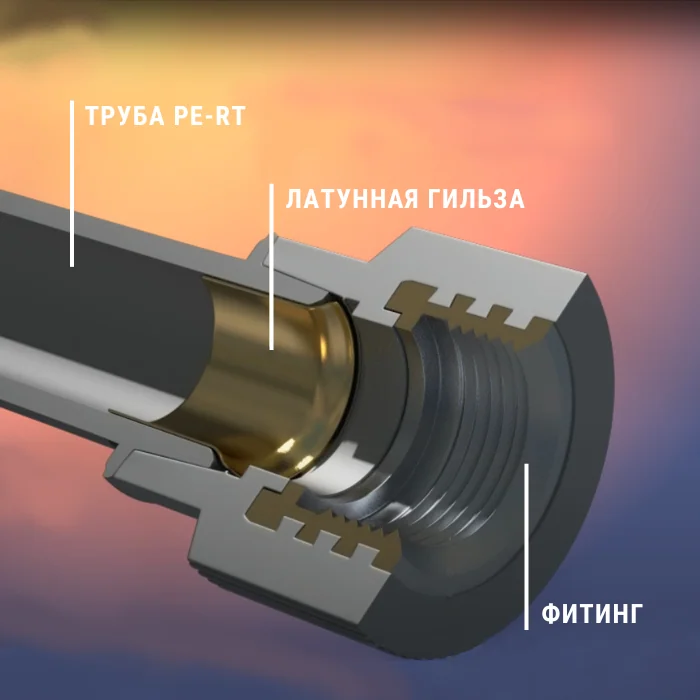
Соединение термостабилизированной полиэтиленовой трубы PE-RT требует обязательное использование специальной латунной гильзы. Так как материал тонкостенный и пластичный, гильза при нагреве держит внешние стенки трубопровода предотвращая деформацию. Тем самым сохраняется качество стыка на 100 %.

Время нагрева трубы из термостойкого полиэтилена PE-RT для сварки
- PE-RT
- PE-RT / EVOH
- PE-RT / EVOH / PE-RT
Настройка температуры для трубы PE-RT ( термостойкий полиэтилен ) – Раструбная сварка 240 °C.
Настройка температуры для трубы PE-RT ( термостойкий полиэтилен ) – Стыковая сварка 220 °C.
В таблице применены средние значения в секундах для правильного нагрева и сварки трубы PE-RT ( термостабилизированный полиэтилен ) разного диаметра с постоянной характеристикой PN 25 или SDR 6 ( смотреть маркировку на трубопроводе ).
| Диаметр трубы PE-RT ( мм ) | Глубина сварки ( мм ) | Время нагрева ( сек ) | Время полного остывания ( мин ) |
|---|---|---|---|
| 16 мм. | 14 мм. | 5 сек. | 5 мин. |
| 20 мм. | 16 мм. | 6 сек. | 5 мин. |
| 25 мм. | 20 мм. | 8 сек. | 5 мин. |
| 32 мм. | 22 мм. | 10 сек. | 5 мин. |
| 40 мм. | 27 мм. | 14 сек. | 10 мин. |
| 50 мм. | 32 мм. | 16 сек. | 10 мин. |
| 63 мм. | 38 мм. | 24 сек. | 10 мин. |
Сварка трубы PE ( полиэтилен )
Раструбная сварка полиэтиленовой трубы PE осуществляется стыковым методом. Этот метод применяется для трубопроводного материала разной плотности: PE-LD PE-MD, PE-HD. Две трубы устанавливаются и фиксируются на специальном стыковом механическом аппарате. В обязательном порядке с помощью фрезера делается фаска и снятие оксидного слоя. Далее обе детали нагреваются дисковым сварочным аппаратом и соединяются.



Также существует муфтовая сварка полиэтиленовых трубопроводов PE. При данном способе необходимо снимать оксидный слой перед установкой соединительного фитинга. Процесс сваривания осуществляется путём нагрева фитинга с помощью двух кабелей присоединённых к фитингу. Они нагревают внутреннюю спираль детали после чего происходит соединение.

Время нагрева трубы из полиэтилена PE для сварки
- PE-100 / PE-LD ( полиэтилен низкой плотности )
- PE-100 / PE-MD ( полиэтилен средней плотности )
- PE-100 / PE-HD ( полиэтилен высокой плотности )
Настройка температуры для трубы PE ( полиэтилен ) – Стыковая сварка 220 °C.
В таблице применены средние значения в секундах для правильного нагрева и сварки трубы PE ( полиэтилен ) разного диаметра с постоянной характеристикой PN 25 или SDR 7,4 ( смотреть маркировку на трубопроводе ).
| Диаметр трубы PE ( мм ) | Время создания давления ( сек ) | Время нагрева ( сек ) | Время полного остывания ( мин ) |
|---|---|---|---|
| 20 мм. | *** | *** | *** |
| 25 мм. | *** | *** | *** |
| 32 мм. | *** | *** | *** |
| 40 мм. | 5 сек. | 55 сек. | 8 мин. |
| 50 мм. | 6 сек. | 69 сек. | 10 мин. |
| 63 мм. | 7 сек. | 86 сек. | 12 мин. |
| 75 мм. | 7 сек. | 103 сек. | 14 мин. |
| 90 мм. | 8 сек. | 123 сек. | 16 мин. |
| 110 мм. | 9 сек. | 151 сек. | 20 мин. |
| 125 мм. | 10 сек. | 171 сек. | 22 мин. |
| 140 мм. | 11 сек. | 192 сек. | 24 мин. |
| 160 мм. | 12 сек. | 219 сек. | 27 мин. |
| 180 мм. | 13 сек. | 246 сек. | 30 мин. |
| 200 мм. | 14 сек. | 274 сек. | 34 мин. |
| 225 мм. | 18 сек. | 308 сек. | 38 мин. |
| 250 мм. | 18 сек. | 342 сек. | 42 мин. |
| 280 мм. | 19 сек. | 383 сек. | 47 мин. |
| 315 мм. | 22 сек. | 431 сек. | 52 мин. |
| 355 мм. | 25 сек. | 485 сек. | 58 мин. |
| 400 мм. | 27 сек. | 547 сек. | 65 мин. |
| 450 мм. | 31 сек. | 615 сек. | 72 мин. |
| 500 мм. | 35 сек. | 683 сек. | 78 мин. |
Сварка трубы PVDF ( поливинилиденфторид )
Существует несколько способов соединения трубы PVDF из поливинилиденфторида: раструбная сварка, стыковая сварка, электромуфтовая сварка и сварка инфракрасным способом. В классическом методе деталь нагревается на сварочном аппарате в течении заданного времени. Далее нагретый стык трубы и фитинга вставляется друг в друга и фиксируется в правильном положении.


Сварка трубопровода и фитингов PVDF электромуфтовым и инфракрасным способом происходит в автоматическом режиме. Инструмент такого типа в самостоятельно рассчитывает температуру и время нагрева в зависимости от характеристики материала. Участие человеческого фактора сведено к минимуму.
Время нагрева трубы из поливинилиденфторида PVDF для сварки
- PVDF
- PVDF-UHP
Настройка температуры для трубы PVDF ( поливинилиденфторид ) – Раструбная сварка 270 °C.
Настройка температуры для трубы PVDF ( поливинилиденфторид ) – Стыковая сварка 240 °C.
В таблице применены средние значения в секундах для правильного нагрева и сварки трубы PVDF ( поливинилиденфторид ) разного диаметра с постоянной характеристикой PN 16 или SDR 11 ( смотреть маркировку на трубопроводе ).
| Диаметр трубы PVDF ( мм ) | Глубина сварки ( мм ) | Время нагрева ( сек ) | Время полного остывания ( мин ) |
|---|---|---|---|
| 16 мм. | 14 мм. | 5 сек. | 4 мин. |
| 20 мм. | 16 мм. | 6 сек. | 4 мин. |
| 25 мм. | 20 мм. | 8 сек. | 4 мин. |
| 32 мм. | 22 мм. | 10 сек. | 4 мин. |
| 40 мм. | 27 мм. | 14 сек. | 6 мин. |
| 50 мм. | 22 мм. | 18 сек. | 8 мин. |
| 63 мм. | 38 мм. | 26 сек. | 8 мин. |
| 75 мм. | 52 мм. | 34 сек. | 8 мин. |
| 90 мм. | 64 мм. | 44 сек. | 10 мин. |
| 110 мм. | 79 мм. | 56 сек. | 10 мин. |
| 125 мм. | 86 мм. | 60 сек. | 10 мин. |
| 140 мм. | 98 мм. | 72 сек. | 15 мин. |
| 160 мм. | 105 мм. | 80 сек. | 15 мин. |
| 180 мм. | 108 мм. | 92 сек. | 15 мин. |
| 200 мм. | 112 мм. | 106 сек. | 15 мин. |
| 225 мм. | 122 мм. | 118 сек. | 15 мин. |
| 250 мм. | 134 мм. | 130 сек. | 15 мин. |
| 280 мм. | 148 мм. | 152 сек. | 15 мин. |
Заключение
Качественные работы по монтированию и сварке полимерных трубопроводов может выполнять только квалифицированный монтажник-инженер или сантехник. В процессе используется специализированное оборудование и утверждённые технические данные сварочного процесса. Осуществлять сварку полимерных труб без нужных знаний и опыта мы не рекомендуем.
Актуальные услуги

Водоснабжение